欢迎光临山东振华锻造有限公司网站!
产品销售咨询:
18560219168
18560219168
——— product advantage ———





——— Application industry ———

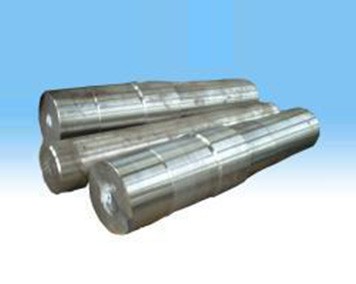
锻件的力学性能比铸件好,能承受大的冲击力作用和其他重负荷,所以,凡是一些重要的、受力大的零件都采用锻件。

在保证设计强度的前提下,锻件比铸件的重量轻,这就减轻了机器自身的重量,对于起重设备、交通工具、飞机、车辆等器械有重要的意义。
——— Company Profile ———

山东振华锻造有限公司


——— News Center ———
章丘锻造公司-振华锻造主营:钢管设备配件,石化配件等等,产品质优价廉,售后无忧
网站地图